Den Gedanken an dich heranzutragen ergab sich zwangsläufig aus deiner Arbeit zu osVACneo. Dafür hast du viele anerkennde Beiträge zur Beharrlichkeit, Genauigkeit, Gründlichkeit ... Ideennreichtum) von vielen Leuten erhalten.
Mein Ansatz liegt im verfügbaren universellen Schlauchmaterial. Es wird immer Ausnahmen geben - die Masse im Hobbybereich trifft sich beim 100'er - ähnlich wie bei F/M32. Da hast du ja auch alles drumherum angepasst.
Durch die als fest vorgegebene Bezugsgröße ~100 mm täte es eine Art der Kupplung mit festen Maßen - Bajonett hatte sich bewährt. Aufgrund des "Wildwuchses" bei den Herstellern würde ich auf Verbindungsseite nur je einen "glatten" Zylinder vorschlagen, der aber parametrisierbar (wegen des Wildwuchses) sein sollte. In deinen bisherigen Arbeiten kann ich auf einer Seite fast alles ändern, die andere ist fest. Fest wäre hier die "Standardkupplung" Male/Female, veränderbar der daran anschließende Zylinder. Bei deiner FKS eben 120 - hast du daran auch einen 120'er Schlauch oder gleich 150? Bei ~100 treffen sich aber doch die meisten Hobbymaschinen mit großem Spanvolumen. Die Sauger sowieso.
Ich lasse mich aber auch gerne belehren.
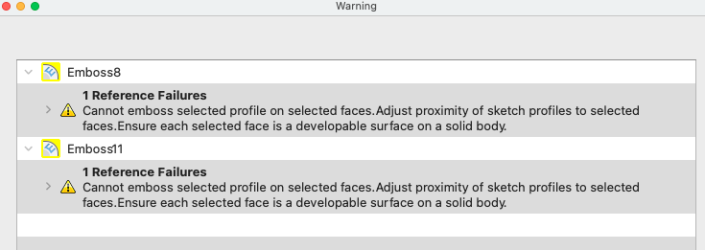
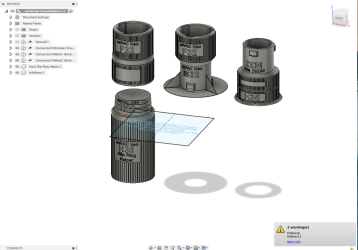
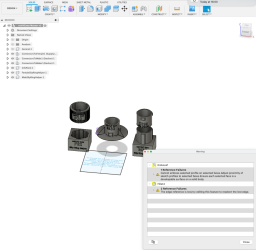
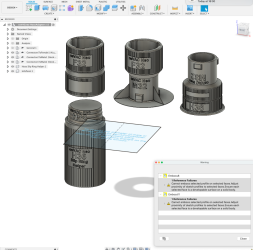
Ich habe bereits deine Master M32, natürlich nur 10 mm, PLA zu Probezwecken gedruck, Materialstärke beibehalten, nur den Durchmesser auf 102 mm verändert. Selbst mit nur 10% Infill reicht das dicke. Wenn kaputt dann eben neu ... Leider ist es so, dass zwar ein Parameter zu verändern war, es deshalb an anderer Stelle ganz viele Fehlermeldungen gab und es beim Gegenstück dann nicht klappte. Deshalb ließ ich es auch sein und schrieb dich an.
Stumpfes Skalieren überzeugt mich nicht. Bei Schraube und Mutter wegen der Toleranz/Drehbarkeit gerne aber nicht bei diesem Zweck. Nebenbei: Das würde dem oben im zweiten Satz geschriebenen widersprechen.