odul
ww-robinie
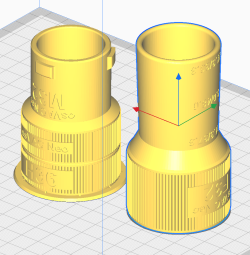
sind wir uns einig, dass alle 3D-Bilder Linksgewinde zeigen?
Ich weiß nicht wer von uns einen Denkfehler hat aber für mich zeigen die Bilder ein Rechtsgewinde. Wenn du dir bei dem Bild mit dem Gelben Adapter, die oberste auslaufende Flanke anguckst, dann sieht man ja dass die nach rechts steigend ist, sprich links ist der Abstand größer zum Rand als links.sind wir uns einig, dass alle 3D-Bilder Linksgewinde zeigen?

Ich weiß nicht wer von uns einen Denkfehler hat aber für mich zeigen die Bilder ein Rechtsgewinde. Wenn du dir bei dem Bild mit dem Gelben Adapter, die oberste auslaufende Flanke anguckst, dann sieht man ja dass die nach rechts steigend ist, sprich links ist der Abstand größer zum Rand als links.
Anhang anzeigen 142205
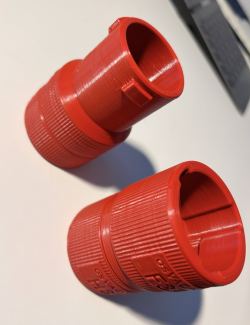
Wenn du dein Schnitt Bild mal mit dem hier vergleichst. Sieht man doch dass beide Flanken nach rechts steigend sind. Bedeutet für mich, dass es ein Rechtsgewinde ist. Ich weiß nicht wo gedanklich der Fehler bei mir liegt, falls ich falsch liege ^^

 dann kann es ja jetzt weiter gehen
dann kann es ja jetzt weiter gehen 
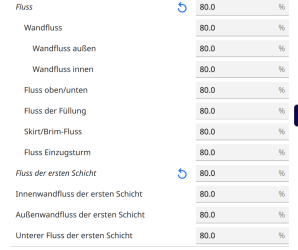
Ich weiss das sich die Texte nicht automatisch ändern obwohl ich Control+B tippe aber nichts passiert.
Zweite Schnelle Farge noch, sollte man gleich die Sachen mit der Version mit Dichtung drucken? Habe gesehen das es einige gibt die es machen, aber wie macht man das ganze an dem vorhandenen OSVAC Neo Projekt ?
 kann ich es auch vernachlässigen
kann ich es auch vernachlässigen 



 Komisch bleibt es trotzdem.
Komisch bleibt es trotzdem.Hallo odul,
ich hätte auch noch eine Frage. Passt dein osVAC neo Female Adapter auf den original osVAC Male Adapter? Ich finde für meine Festool TS55 nur einen passenden Adapter der auf das originale osVAC System beruht. (https://www.thingiverse.com/thing:4609448)