DinoSchnitzel
ww-pappel
ich denke eher das liegt an feuchtem Filament,
einfach mal 2h bei 50-60°C Umluft in den Backofen (am besten die Temperatur überprüfen, je nach Backofen können 10-15°C +/- an Schwankungen möglich sein)
Normalerweise trocknet man das Filament für ca 5h, aber um rauszufinden ob es an der Feuchte liegt, reichen erstmal 2h
Wichtig:
PETG immer in Zip-Loc Beuteln lagern und am Besten Silika-Gel hinzufügen
HIER auch mal ein Beispiel zu feuchtem Filament aus dem Prusa Forum
hatte das Problem bei meinem 1. 3D drucker auch,
ewig an den Einstellungen rumgebastelt, nur um am Ende herauszufinden dasses an feuchtem Filament lag...
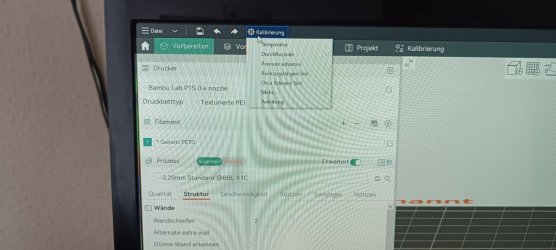
mach erstmal im OrcaSlicer den Temperatur Test unter "Kalibrierung"
Zuerst muss das Material ausgewählt werden (hier PETG),
Starttemperatur (die höhere ) = hier ca 260°C
Endtemperatur (die niedrigere) = hier ca 220°C
wenn man OK klickt, erstellt es einen Turm, jedes Segment vom Turm hat eine Beschriftung welche °C Zahl dieses entspricht.

Wenn das Teil gedruckt ist,
kann man den Bruchtest mit der Zange machen,
außerdem schaut man sich die kleinen Spitzen rechts an (hier wählt man die, die am wenigsten Fäden gezogen hat)
für die weiteren Tests, einfach diesen Link befolgen
So habe ich bis jetzt jedes Filament mit guter Qualität gedruckt bekommen (habe aber eigentlich fast nur "Qualitätsfilament" wie z.B Redline Filament, da gibts manchmal auch sehr gute Rabattaktionen)
einfach mal 2h bei 50-60°C Umluft in den Backofen (am besten die Temperatur überprüfen, je nach Backofen können 10-15°C +/- an Schwankungen möglich sein)
Normalerweise trocknet man das Filament für ca 5h, aber um rauszufinden ob es an der Feuchte liegt, reichen erstmal 2h
Wichtig:
PETG immer in Zip-Loc Beuteln lagern und am Besten Silika-Gel hinzufügen
HIER auch mal ein Beispiel zu feuchtem Filament aus dem Prusa Forum
hatte das Problem bei meinem 1. 3D drucker auch,
ewig an den Einstellungen rumgebastelt, nur um am Ende herauszufinden dasses an feuchtem Filament lag...
mach erstmal im OrcaSlicer den Temperatur Test unter "Kalibrierung"
Zuerst muss das Material ausgewählt werden (hier PETG),
Starttemperatur (die höhere ) = hier ca 260°C
Endtemperatur (die niedrigere) = hier ca 220°C
wenn man OK klickt, erstellt es einen Turm, jedes Segment vom Turm hat eine Beschriftung welche °C Zahl dieses entspricht.
Wenn das Teil gedruckt ist,
kann man den Bruchtest mit der Zange machen,
außerdem schaut man sich die kleinen Spitzen rechts an (hier wählt man die, die am wenigsten Fäden gezogen hat)
für die weiteren Tests, einfach diesen Link befolgen
So habe ich bis jetzt jedes Filament mit guter Qualität gedruckt bekommen (habe aber eigentlich fast nur "Qualitätsfilament" wie z.B Redline Filament, da gibts manchmal auch sehr gute Rabattaktionen)
Zuletzt bearbeitet: