Curby
ww-esche
Moin,
ich habe mir eine CNC Maschine gebaut, um Schlagzeugkessel zu bauen. Das ganze funktioniert wunderbar, nur habe ich vermutlich noch nicht die richtigen Fräser gewählt.
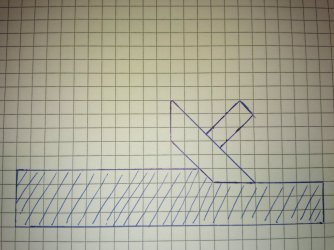
Der Kessel wird aus Dauben zusammengeleimt, dreht sich dann auf der Maschine, während der Fräser von links nach rechts etc. drüber fährt. Siehe Bilder, ich hoffe das ist verständlich.
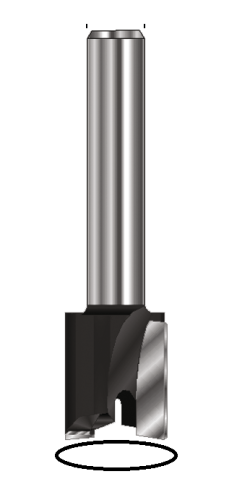
Um den Kessel aussen rund zu fräsen nutze ich einen 20mm Nutfräser und für die Innenrundfräsung einen 1cm Profilfräser der rund ist. Die beiden Fräser habe ich nun mal hier.
Der Nutfräser ist nicht komplett plan, sondern leicht oval, daher erzeugt dieser außen schöne Wellenmuster. Dies kann ich kompensieren, indem ich die letzte Fahrt ganz langsam fahre und am Ende gut schleife.
Bei der Innenfräsuing habe ich gerade abgebrochen, da auch bei langsamer Fahrt quasi nur Vertiefungen entstehen. Auch hier könnte ich die letzte Fahrt vermutlich richtig langsam machen.
Aber evtl. hat hier jemand eine bessere Idee?
Gibt es für die Außenfahrt einen Planfräser, welcher Vollflächig plan fräst, ohne Krümmung? Wenn ich z.B. bei ENT schaue, dann deren Planfräser ebenfalls oval. https://ent.tools/shop/Produkte/Fra...aser--mit-Umfang--und-Bohrschneide--Z2~p12921
ich habe mir eine CNC Maschine gebaut, um Schlagzeugkessel zu bauen. Das ganze funktioniert wunderbar, nur habe ich vermutlich noch nicht die richtigen Fräser gewählt.
Der Kessel wird aus Dauben zusammengeleimt, dreht sich dann auf der Maschine, während der Fräser von links nach rechts etc. drüber fährt. Siehe Bilder, ich hoffe das ist verständlich.
Um den Kessel aussen rund zu fräsen nutze ich einen 20mm Nutfräser und für die Innenrundfräsung einen 1cm Profilfräser der rund ist. Die beiden Fräser habe ich nun mal hier.
Der Nutfräser ist nicht komplett plan, sondern leicht oval, daher erzeugt dieser außen schöne Wellenmuster. Dies kann ich kompensieren, indem ich die letzte Fahrt ganz langsam fahre und am Ende gut schleife.
Bei der Innenfräsuing habe ich gerade abgebrochen, da auch bei langsamer Fahrt quasi nur Vertiefungen entstehen. Auch hier könnte ich die letzte Fahrt vermutlich richtig langsam machen.
Aber evtl. hat hier jemand eine bessere Idee?
Gibt es für die Außenfahrt einen Planfräser, welcher Vollflächig plan fräst, ohne Krümmung? Wenn ich z.B. bei ENT schaue, dann deren Planfräser ebenfalls oval. https://ent.tools/shop/Produkte/Fra...aser--mit-Umfang--und-Bohrschneide--Z2~p12921







 Weiß nich ob ich es richtig auffasse, nach meiner Logik bräuchte mein Fräser bei senkrechter Fräsung genau den Enddurchmesser vom Profil her.
Weiß nich ob ich es richtig auffasse, nach meiner Logik bräuchte mein Fräser bei senkrechter Fräsung genau den Enddurchmesser vom Profil her.