Erster Arbeitfortschritt
Es geht nun vorwärts. Gestern habe ich mich um elektrotechnische Aspekte gekümmert.
Da die alte Oberfräse unter neuen Bedingungen wieder zum Einsatz kommt, musste das Gehäuse der GOF 1700 eben an diese Bedingungen angepasst werden. Die mechanische Anpassung selbst habe ich schon vor einigen Wochen vorgenommen, um auch gleich danach dem Gehäuse ein neues farbliches Outfit zu verpassen. Die Lackierung war jetzt nun so gut durchgetrocknet, dass für den Zusammenbau keine Einschränkungen bestanden. Zunächst wurde der Anbau eines Harting-Anbausteckers vorbereitet.
Da die ursprüngliche im Lüftungsdeckel des Gehäuses eingebaute Leistungselektronik durch die eines anderen Oberfräsen-Modells ersetzt wird, die Leistungselektronik aber selbst nicht mehr im Gehäuse eingebaut wird, muss auch ein weiterer Anschluss der Feldwicklung ebenfalls über den Anbaustecker geführt werden. Der dezentrale Einbau hat den Vorteil, dass ich zur Drehzahleinstellung künftig nicht mehr unter den Tisch greifen muss.
Im Verlauf der gesamten Vorarbeiten habe ich natürlich auch die alten Kugellager gegen neue ausgetauscht. Selbstverständlich liegen auch schon neue Kohlebürsten bereit. Den Einbau des Ankers habe ich noch vertagt, da ich noch auf die Lieferung einer Isolierscheibe warte.
Bedingt durch die Bauart als handgeführtes Gerät hatte der Hersteller so gut wie keine Möglichkeiten vorgesehen, die Maschine in einem anderen Kontext verwenden zu können. Die bisweilen genutzte Möglichkeit, die Sohle des Hubkorbes unter einen Frästisch zu montieren, konnte ich aber für mein Vorhaben nicht anwenden. Das war auch einer der Gründe, das Äußere der Oberfräse zu modifizieren. Dabei durfte aber aus elektrotechnischer Sicht die Schutzwirkung des Gehäuses, nämlich die Schutzisolierung, nicht beeinträchtigt werden.
Oberes Gehäuselager. Ein weiterer Grund für die Modifizierung war die Absicht, den vorderen Teil der "neuen" Fräse so schlank wie möglich zu machen. Kress hat eine schöne schlanke Fräse im Programm, die zum Erreichen des eigentlichen Zieles sicher besser geeignet gewesen wäre, doch hatte ich mir in den Kopf gesetzt, auf die Spannmöglichkeit von Werkzeugen mit 12 mm Schaftdurchmesser nicht zu verzichten. Der erste Ansatzpunkt, den Fräsmotor in einer anderen Umgebung integrieren zu können, sind die 4 Schrauben, mit denen das obere Lagergehäuse und das Gehäuseteil aus Isolierstoff zusammengehalten werden.
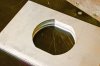
Das obere Lagergehäuse ist im Original aus Zinkdruckguss hergestellt. Für die Lagerung dieses Gehäuseteils habe ich nun das im Bild dargestellte und aus Aluminium hergestellte Teil ersonnen: das obere Gehäuselager. Wobei sich in Verbindung mit dem Gegenstück, dem oberen Lagergehäuse ein nicht beabsichtigtes Wortspiel ergibt.
Im Verlauf dieser Anpassung konnte natürlich auch die originale Spindelverriegelung nicht mehr weiter verwendet werden. Das aber auch schon deswegen, weil ich für den stationären Betrieb die Arbeitssicherheit wesentlich verbessern will. Ich beabsichtige den Einbau einer beweglichen Kulisse in das obere Lagergehäuse, mit der Kulisse wird für den Werkzeugwechsel die Spindel verriegelt. Bewegt wird die Kulisse mittels eines Werkzeuges, dass von oben, also oberhalb der Tischplatte, angewendet wird. Wird die Kulisse zum Werkzeugwechsel aus der Grundposition bewegt, so führt dies auch zur elektrischen Verriegelung des Fräsmotors: eine Einschaltung wird somit grundsätzlich verhindert und ein automatischer Wiederanlauf nach Aufhebung der Verriegelung ist ebenfalls ausgeschlossen.
Zur Bearbeitung dieser neuen Teile habe ich mir eine universale Bohrschablone konstruiert, die ich bei Geers im Laserschnittverfahren habe anfertigen lassen. Das im Bild gezeigte obere Gehäuselager wurde auf meiner Horizontalfräse bearbeitet. Es fehlen noch die Bohrungen für die Optoelektronik, eigentlich sollten sie auch schon fertig gestellt sein. Doch bei der Herstellung ist mir der Bohrer abgerissen, das Reststück hat sich im Bohrloch verkeilt. Nicht schön, nur ärgerlich, es gibt aber noch ein paar Chancen, das Vorhaben zu realisieren.