Hallo Leute.
Ich bin am verzweifeln. Habe heute Einlagen für die Sortimentbox gedruckt.
Drucker Bambu P1 S. Filament PETG
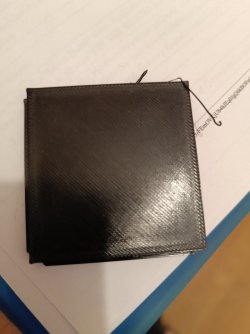
Nun ist folgendes passiert. Die untere Schicht ist versetzt zu den oberen Schichten und lässt sich ähnlich leicht wie Tape abziehen. Die anderen Schichten sind fest. Allerdings sieht die oberste Schicht auch nicht so dolle aus.
Hat jemand eine Idee was falsch gelaufen ist?
Düsentemperatur 255 Grad mit temp Tower getestet.
Volumenstrom etc mit Orca überprüft, die Einstellungen aus Orca Slicer haben gepasst.
Bei der Oberfläche habe ich das Gefühl dass da zu wenig Schichten gedruckt werden, es entsteht immer ein Rand um die eigentliche Fläche
Bild 1 und 2 versetzter Druck
Bild 3 Oberfläche
Bild 4 erste Schicht lässt sich abziehen
Bild 5 erste Schicht abgezogen
Danke für eure Ideen
Ich bin am verzweifeln. Habe heute Einlagen für die Sortimentbox gedruckt.
Drucker Bambu P1 S. Filament PETG
Nun ist folgendes passiert. Die untere Schicht ist versetzt zu den oberen Schichten und lässt sich ähnlich leicht wie Tape abziehen. Die anderen Schichten sind fest. Allerdings sieht die oberste Schicht auch nicht so dolle aus.
Hat jemand eine Idee was falsch gelaufen ist?
Düsentemperatur 255 Grad mit temp Tower getestet.
Volumenstrom etc mit Orca überprüft, die Einstellungen aus Orca Slicer haben gepasst.
Bei der Oberfläche habe ich das Gefühl dass da zu wenig Schichten gedruckt werden, es entsteht immer ein Rand um die eigentliche Fläche
Bild 1 und 2 versetzter Druck
Bild 3 Oberfläche
Bild 4 erste Schicht lässt sich abziehen
Bild 5 erste Schicht abgezogen
Danke für eure Ideen