Hallo. Ist etwas ot aber weil es ein Absaug Adapter werden soll und ich mich nicht extra in einem anderen Forum anmelden wollte hoffe ich dass es ok ist.
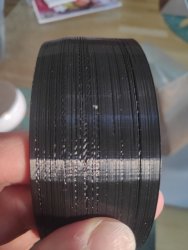
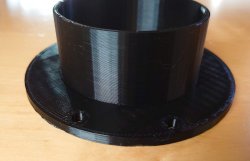
Ich habe mir einen Anycubic 3d Drucker besorgt um mir unter anderem Adapter für die Absauganlage zu drucken. Das sind meine ersten Versuche. Leider wird die senkrechte Fläche unsauber und hat an diesen Stellen auch weniger Stabilität.
Der erste Versuch mit 2mm Wandstärke ist dann auch an der unsauberen Stelle gebrochen. Den 2. Druck habe ich mit 5 Grad mehr Gedruckt (210 Grad), ist aber auch nicht besser. Material ist PLA. Drucktemp laut Hersteller 210 Grad.
Das sieht irgendwie so aus als würden die Rillen nicht richtig gefüllt.
Hat jemand eine Idee was ich falsch mache?
Danke und verzeiht das ot
Ich habe mir einen Anycubic 3d Drucker besorgt um mir unter anderem Adapter für die Absauganlage zu drucken. Das sind meine ersten Versuche. Leider wird die senkrechte Fläche unsauber und hat an diesen Stellen auch weniger Stabilität.
Der erste Versuch mit 2mm Wandstärke ist dann auch an der unsauberen Stelle gebrochen. Den 2. Druck habe ich mit 5 Grad mehr Gedruckt (210 Grad), ist aber auch nicht besser. Material ist PLA. Drucktemp laut Hersteller 210 Grad.
Das sieht irgendwie so aus als würden die Rillen nicht richtig gefüllt.
Hat jemand eine Idee was ich falsch mache?
Danke und verzeiht das ot