Multiplexfan
ww-fichte
Hi,
für eine Serie Möbel aus Multiplex 18mm mit Melamin weiß muss ich in die Türen eher viele 35mm-Sacklöcher (30+) für Topfscharniere bohren bzw. fräsen.
Die Türen sind alle innenliegend und haben je nach Größe 2 - 5 Topfscharniere.
Bevor ich loslege, bin ich am Experimentieren, wie ich das am besten mache. Mit Forstnerbohrern werde ich nicht warm, das ist bei der Menge meiner Meinung nach Krampf. Außerdem habe ich bei 18mm Materialstärke und 13mm Bohrtiefe Sorgen, dass die Zentrierspitze des Forstnerbohrers die Front durchbricht (Melamin splittert auch gerne mal aus, selbst wenn die Spitze noch nicht ganz durchbricht).
Hier meine Optionen:
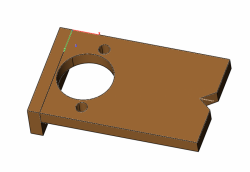
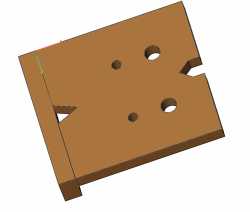
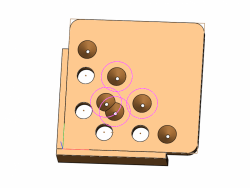
a) Favorit: 3D-gedruckte Frässchablone für 20er Kopierhülse mit 10mm Nutfräser mit Grundschneide.
b) Alternative 1: Festtool Beschlagbohrer 35mm (HW S8 D35) mit Parallelanschlag zur Front, seitliche Position angezeichnet.
Oder mit 40mm Kopierhülse + Schablone.
c) Alternative 2: Kreg 377224 Bohrschablone für Topfscharniere, blue
Für a) habe ich alles da, Spanabfuhr müsste bei 20mm Hülse mit 10mm Nutfräser passen; er hat keinen Zentierdorn. Nachteil: Die Schablone muss wirklich fest sein, weil ich sie ja abfahren muss.
b) 35mm mit einer handgeführten Oberfräse ist meiner Meinung nach etwas Heikel. Die manuelle Position zur Seite erfordert Sorgfalt und Zeit. Außerdem hat der Bohrer auch eine Art Zentrierdorn, der die Fronten ruinieren könnte. Kostet außerdem fast 70 EUR.
c) Wird von vielen empfohlen. Die seitliche Position müsste ich jeweils anzeichnen. Der mitgelieferte Forstnerbohrer scheint eine relativ kurze Zentrierspitze zu haben. Ich weiß nur nicht, wie gut der Bohrer 30+ Löcher in Multiplex mit Melamin mitmacht.
Was würdet Ihr empfehlen?
Danke!
Martin
für eine Serie Möbel aus Multiplex 18mm mit Melamin weiß muss ich in die Türen eher viele 35mm-Sacklöcher (30+) für Topfscharniere bohren bzw. fräsen.
Die Türen sind alle innenliegend und haben je nach Größe 2 - 5 Topfscharniere.
Bevor ich loslege, bin ich am Experimentieren, wie ich das am besten mache. Mit Forstnerbohrern werde ich nicht warm, das ist bei der Menge meiner Meinung nach Krampf. Außerdem habe ich bei 18mm Materialstärke und 13mm Bohrtiefe Sorgen, dass die Zentrierspitze des Forstnerbohrers die Front durchbricht (Melamin splittert auch gerne mal aus, selbst wenn die Spitze noch nicht ganz durchbricht).
Hier meine Optionen:
a) Favorit: 3D-gedruckte Frässchablone für 20er Kopierhülse mit 10mm Nutfräser mit Grundschneide.
b) Alternative 1: Festtool Beschlagbohrer 35mm (HW S8 D35) mit Parallelanschlag zur Front, seitliche Position angezeichnet.
Oder mit 40mm Kopierhülse + Schablone.
c) Alternative 2: Kreg 377224 Bohrschablone für Topfscharniere, blue
Für a) habe ich alles da, Spanabfuhr müsste bei 20mm Hülse mit 10mm Nutfräser passen; er hat keinen Zentierdorn. Nachteil: Die Schablone muss wirklich fest sein, weil ich sie ja abfahren muss.
b) 35mm mit einer handgeführten Oberfräse ist meiner Meinung nach etwas Heikel. Die manuelle Position zur Seite erfordert Sorgfalt und Zeit. Außerdem hat der Bohrer auch eine Art Zentrierdorn, der die Fronten ruinieren könnte. Kostet außerdem fast 70 EUR.
c) Wird von vielen empfohlen. Die seitliche Position müsste ich jeweils anzeichnen. Der mitgelieferte Forstnerbohrer scheint eine relativ kurze Zentrierspitze zu haben. Ich weiß nur nicht, wie gut der Bohrer 30+ Löcher in Multiplex mit Melamin mitmacht.
Was würdet Ihr empfehlen?
Danke!
Martin
Zuletzt bearbeitet:
 .
.