Ich denke es passt hier besser.
Uwe hat ja den Bohrer für mich hergestellt.
Gestern habe ich dann gebohrt.
Die Führung ist das größte Problem. Ich habe mir einen Guten Neuen Bohrer gekauft und mir ein Loch in eine Platte gebohrt.
"Verdammt eng!"
Naja egal. Soll ja auch gerade gehen.
Das ausrichten geht am besten wenn man erst einmal die Führung Festsetzt, den Bohrer durchsteckt und dann alles ausrichtet.
Stimmt die Richtung und die Höhe kann das Werkstück davor platziert werden.
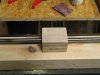
Ich habe dafür die Schiene von meinem Hobel genommen. An den Linien kann man das ganze schön ausrichten.
Also den Klotz mit dem Bohrer vor der Schiene. Der Klotz ist vorher abgerichtet und das Loch auch in 90° zur Kante.
Auf die Schiene die auch nicht mehr bewegt wird kommt dann das Werkstück und wird befestigt.
Ist alles fest kann man los legen.
Das zweite Loch war schief. Der Tisch der Standbohrmaschine hatte sich minimal verstellt.

Das bohren geht erst ganz gut. Der Abraum muss alle 10mm ausgeräumt werden.
Ich habe dafür eine 12er Holzbohrer genommen. Erst mit der Hand und dann mit Accu.
Nach 10cm wurde es schon eng! Meine 650er Bohrmaschine hatte schon gut zu tun.
"Ohoh das wird aber warm"
Ich habe den Bohrer immer wieder nach ausräumen gekühlt.
Nach 15cm wollte ich mich schon schräg hinstellen um die Bohrmaschine besser festhalten zu können!!
Grusel.... das war schon nicht mehr warm, eher heiß.
Nach 17cm war dann Schluss.
Ich wollte nicht meine Bohrmaschine abrauchen lassen.
Also alles abgebaut und von der anderen Seite gebohrt.
Man mag es nicht glauben aber ich konnte keinen Rand nach Durchbruch feststellen.
Nach drei Löchern habe ich festgestellt, dass wenn man den Bohrer jedesmal abkühlt er schnell klemmt.
Ich habe dann nach jedem ausräumen den Bohrer nur kurz an der Luft abkühlen lassen und weiter gebohrt. Eigentlich ungewöhnlich aber es ging besser als wenn der Bohrer kalt war.
Keine Ahnung warum ist aber so.
Der Bohrer ist ohne das man was gemerkt hätte auch durch einen Ast gelaufen.
Gemessen habe ich eine Abweichung im 10tel Bereich wenn überhaupt.
Alles in allem. Voller Erfolg!
Was man am Bohrer für solche Aufgaben vielleicht verbessern könnt ist das man den Schaft in Abständen (alle 10mm) minimal verjüngt um die Reibung zu verringern. 10mm voll 10mm verjüngt. Angefangen nach ca. 10cm.
Vielen Dank an Uwe der das ganze erst ermöglicht hat!!!!
Gruß
Wolfram