currymuetze
ww-birnbaum
- Registriert
- 3. Mai 2007
- Beiträge
- 229
Hallo,
ich möchte in insgesamt 8 Stück Aluminium (550*25x25mm) jeweils zwei Nuten fräsen.
Die eine Nut ist ca. 5mm stark und 5mm tief.
Die zweite Nut ca. 8mm und 10mm tief.
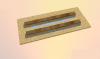
Ich habe sowas mal mit MDF gemacht, das hat prima geklappt:
Meine Metabo Oberfräse kann ich in meinen Bohrständer einspannen.
Unten habe ich mir eine VOrrichtung gebastelt, an der ich das MDF Stück entlang schiebe und so eine schöne gerade Nut hinbekommen.
Jetzt mal die Frage zu Aluminium. Das man das mit der Oberfräse theoretisch auch einigermaßen gut bearbeiten kann, habe ich schon mehrfach gelesen.
Mir geht es jetzt eher um den Sicherheitsaspekt.
Das Holz konnte ich gut mit zwei Holzlatten führen, die ich passen auf die Werkstücke auf kanten konnte. So hatte ich die FInger also nicht in Fräsnähe.
Bei Aluminium kenn ich mich zu wenig aus. Man kann zwar die Vorschubgeschwindigkeit und U/min berechnen, aber mich würde mal interessieren, ob mir das Alu Stück direkt wegfliegt, wenn ich es per Hand bzw. zwei Holzlatten in den Fräser führe?
Ich denke, ich würde pro Fräsvorgang immer nur 1mm abfräsen, also im Grunde 5 mal fräsen, bis ich die 5mm Tiefe erreiche.
Ich habe noch eine zweite Idee, aber mich würde zunächst eure Meinung hierzu interessieren.
BG
Thorsten
ich möchte in insgesamt 8 Stück Aluminium (550*25x25mm) jeweils zwei Nuten fräsen.
Die eine Nut ist ca. 5mm stark und 5mm tief.
Die zweite Nut ca. 8mm und 10mm tief.
Ich habe sowas mal mit MDF gemacht, das hat prima geklappt:
Meine Metabo Oberfräse kann ich in meinen Bohrständer einspannen.
Unten habe ich mir eine VOrrichtung gebastelt, an der ich das MDF Stück entlang schiebe und so eine schöne gerade Nut hinbekommen.
Jetzt mal die Frage zu Aluminium. Das man das mit der Oberfräse theoretisch auch einigermaßen gut bearbeiten kann, habe ich schon mehrfach gelesen.
Mir geht es jetzt eher um den Sicherheitsaspekt.
Das Holz konnte ich gut mit zwei Holzlatten führen, die ich passen auf die Werkstücke auf kanten konnte. So hatte ich die FInger also nicht in Fräsnähe.
Bei Aluminium kenn ich mich zu wenig aus. Man kann zwar die Vorschubgeschwindigkeit und U/min berechnen, aber mich würde mal interessieren, ob mir das Alu Stück direkt wegfliegt, wenn ich es per Hand bzw. zwei Holzlatten in den Fräser führe?
Ich denke, ich würde pro Fräsvorgang immer nur 1mm abfräsen, also im Grunde 5 mal fräsen, bis ich die 5mm Tiefe erreiche.
Ich habe noch eine zweite Idee, aber mich würde zunächst eure Meinung hierzu interessieren.
BG
Thorsten