currymuetze
ww-birnbaum
- Registriert
- 3. Mai 2007
- Beiträge
- 229
Hallo,
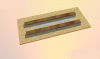
ich suche einen guten Fräser, mit dem ich aus einer 15mm starken Acrylplatte (ca 1000x100mm) eine ca 10mm tiefe Fläche (ca. 800x60) ausfräsen kann.
Ich habe so an 4mm gedacht, damit der Radius in den Ecken nicht so groß wird.
Kann ich hierfür auch (Schaft) Fräser nutzen, die eigentlich für eine CNC gedacht sind?
zB den hier: Sorotec - VHM-Schaftfräser
Habt ihr einen guten Tipp für einen Online Shop wo ich hochwertige bezahlbare Fräser bekomme?
Zur Anwendung:
Wieviel mm würdet ihr pro Lauf abtragen? Ich hätte jetzt 1mm gemacht, da ich ansonsten schiss habe, dass es mir die acrylplatte zerreisst.
Bietet sich bei Acryl kühlen mit Spiritus oder Wasser an?
Immer im Gegenlauf fräsen, oder?
BG
Thorsten
ich suche einen guten Fräser, mit dem ich aus einer 15mm starken Acrylplatte (ca 1000x100mm) eine ca 10mm tiefe Fläche (ca. 800x60) ausfräsen kann.
Ich habe so an 4mm gedacht, damit der Radius in den Ecken nicht so groß wird.
Kann ich hierfür auch (Schaft) Fräser nutzen, die eigentlich für eine CNC gedacht sind?
zB den hier: Sorotec - VHM-Schaftfräser
Habt ihr einen guten Tipp für einen Online Shop wo ich hochwertige bezahlbare Fräser bekomme?
Zur Anwendung:
Wieviel mm würdet ihr pro Lauf abtragen? Ich hätte jetzt 1mm gemacht, da ich ansonsten schiss habe, dass es mir die acrylplatte zerreisst.
Bietet sich bei Acryl kühlen mit Spiritus oder Wasser an?
Immer im Gegenlauf fräsen, oder?
BG
Thorsten