Mister G
ww-robinie
- Registriert
- 12. Januar 2007
- Beiträge
- 1.002
Hallo zusammen,
ich bin gerade dabei, mich in die Grundlagen der CNC-Technik einzuarbeiten. Daher an dieser Stelle ein dickes Dankeschön an Michael und Heiko für ihre CNC-Grundlagen auf Michaels Holzwurm-Page. Die waren mir schon eine hervorragende Hilfe, um die Technik näherungsweise zu kapieren.
Ich bin aber mit einer Frage hängengeblieben auf die ich mir hier von Euch eine Antwort erhoffe:
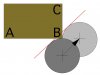
Wird eine Kontur mit Fräserradiuskorrektur von "A" über die Ecke "B" nach "C" gefräst, so müsste diese Ecke "B" nach meinem Verständnis vom Fräser schräg gekappt werden (siehe angefügte Skizze), denn die Bahn in x-Richtung endet ja dort, wo der dunkle Fräser steht, die Bahn in y-Richtung beginnt jedoch am hell dargestellten Fräser. Muss ich dies beim erstellen des Fräsprogramms berücksichtigen und die Fräsbahn über die Ecke hinaus geradeaus laufen lassen (und entsprechend die nächste Bahn schon vor der Ecke beginnen) oder ist die Maschine so "schlau", dass sie den Fräser selbstständig großzügig und passgenau um die Ecke herum führt?
Es wäre toll, wenn jemand mit der entsprechenden Erfahrung meinen grauen Zellen dabei auf die Sprünge helfen könnte.
Ach so, und noch eine Frage:
legt man die 0-Ebene der z-Achse sinnvollerweise auf die Werkstück-Oberfläche oder auf die Werkstückunterseite?
ich bin gerade dabei, mich in die Grundlagen der CNC-Technik einzuarbeiten. Daher an dieser Stelle ein dickes Dankeschön an Michael und Heiko für ihre CNC-Grundlagen auf Michaels Holzwurm-Page. Die waren mir schon eine hervorragende Hilfe, um die Technik näherungsweise zu kapieren.
Ich bin aber mit einer Frage hängengeblieben auf die ich mir hier von Euch eine Antwort erhoffe:
Wird eine Kontur mit Fräserradiuskorrektur von "A" über die Ecke "B" nach "C" gefräst, so müsste diese Ecke "B" nach meinem Verständnis vom Fräser schräg gekappt werden (siehe angefügte Skizze), denn die Bahn in x-Richtung endet ja dort, wo der dunkle Fräser steht, die Bahn in y-Richtung beginnt jedoch am hell dargestellten Fräser. Muss ich dies beim erstellen des Fräsprogramms berücksichtigen und die Fräsbahn über die Ecke hinaus geradeaus laufen lassen (und entsprechend die nächste Bahn schon vor der Ecke beginnen) oder ist die Maschine so "schlau", dass sie den Fräser selbstständig großzügig und passgenau um die Ecke herum führt?
Es wäre toll, wenn jemand mit der entsprechenden Erfahrung meinen grauen Zellen dabei auf die Sprünge helfen könnte.
Ach so, und noch eine Frage:
legt man die 0-Ebene der z-Achse sinnvollerweise auf die Werkstück-Oberfläche oder auf die Werkstückunterseite?