RockinHorse
Gäste
Ausgehend von einer EB-Tischkreissäge hatte ich mir vorgeraumer Zeit ein Vorhaben ausgedacht, wie ich zu einer komfortablen Tischkreissäge kommen könnte. Eine alternative Überlegung, mein Vorhaben auf der Basis einer PTS 10 zu realisieren habe ich dann doch wieder verworfen. Eine Abschätzung der Kosten war ausschlaggebend, da ich mit meiner geplanten Lösung auch günstiger liegen werde, zumindest wenn ich eine Gegenüberstellung spezifischer Eigenschaften vornehme.
Alleine die Kosten für den Antrieb, der mir heute zur Verfügung steht, wiegen schwer in der Waagschale der Pro-Eigenbau-Entscheidungen. Ich konnte bei Ebay eine EB-TKS für einen Preis ersteigern, für den ich anderer Stelle nicht einmal den originalen Antrieb zur Hälfte hätte bezahlen können - für mich war das ein Glücksfall und der Anstoß zu einer Planung, die mich für lange Zeit am Rechner gefesselt hatte.
Ich hatte dann die Realisierung des TKS-Projektes etwas zurückgestellt, weil ich bei den weiteren Überlegungen zu dem Schluss gekommen bin, dass ich noch eine spezielle Fräsmaschine benötigen würde, um bestimmte Arbeiten effizienter durchführen zu können. Damit war die Idee für die Horizontalfräse (https://www.woodworker.de/forum/horizontalfraese-3-achsen-t90242.html) geboren, die ich jetzt schon funktionsfähig ist und schon im laufenden Projekt zum Einsatz kommt.

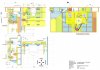
Zu Beginn möchte ich versuchen, einen Überblick zu geben. Nach meinem Verständnis eignet sich für den Augenblick vielleicht diese Zeichnung, in der die wesentlichen Teile der Verstellmechanik eingetragen wurden. Wie auch schon an anderer Stelle erwähnt, liebe ich den Komfort und deswegen muss die Eigenkonstruktion u.a. diese Forderungen erfüllen:
- die Verstellung der Schnitthöhe und die der Sägeblattneigung muss von vorne über Kurbeln unabhängig voneinander bedienbar sein,
- die aktuellen Einstellungen sollen über adäquate Anzeigen gut sichtbar sein,
- alle Verstellungen sollen mit einer guten Wiederholgenauigkeit ausführbar sein.
Selbstverständlich standen von Anbeginn an auch die Einhaltung von Sicherheitsmaßnahmen im Vordergrund, was sich auch in der Teilebeschaffung ausgewirkt hat und den entsprechenden Einfluss in der Konstruktion genommen hat.
Bei der Ideenentwicklung hat die Frage, ob eine Neigungsverstellung des Sägeblattes realisiert werden solle, einen entscheidenden Einfluss auf die Konstruktion genommen. Ohne diese Neigungsverstellung hätte die Konstruktion wahrscheinlich weit weniger als die Hälfte der bis jetzt aufgelaufenen Arbeitsstunden benötigt. In den vergangenen Tagen stand ich ehrfürchtig vor meiner Traummaschine, der Altendorfer F45, und durfte bei einem Wechsel des Sägeblattes zusehen. Nicht das ich die F45 nachbauen möchte, aber ich konnte die Feststellung machen, dass ich zumindest für den Umfang, der mir mit meinen Mitteln möglich ist, doch auf dem richtigen Wege bin.
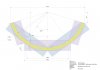
Also, auf eine Neigungsverstellung wollte ich schließlich nicht verzichten. Aber so, wie diese bei der THKS 315 von EB realisiert war, sollte sie auch nicht ausgeführt sein. Bei der vorliegenden Konstruktion liegt die Neigungsdrehachse des Sägeblattes genau auf der Tischoberfläche (waagerecht) und auf der rechten Seite des Sägeblattes. Durch dieses Merkmal schied jede Ausführung mit einem realen zentrischen Drehpunkt auf mechanischer Basis aus. Hieraus ergaben sich Konsquenzen für die Realisierung des Konzeptes. Es gibt Hersteller, die Linearführungen anbieten, die verschiedenen Radien folgen. So etwas hätte ich verwenden können, wenn der dafür zu zahlende Preis nicht jeden ökonomischen Rahmen gesprengt hätte. Ich habe trotzdem die Idee der Linearführung mit dem Ziel weiter verfolgt, um im Rahmen der eigenen Möglichkeiten eine eigene Konstruktion zu finden, die nicht sophisticated ist aber dennoch den Anforderungen für Holzbearbeitungsmaschinen im privaten Bereich durchaus erfüllen kann.
Durch die Entscheidung für eine Neigungsverstellung waren auch gleich die Weichen gestellt, dass es notwendig werden würde, für die Schnitthöhenverstellung ebenfalls eine besondere Konstruktion zu finden. Jetzt ist die TKS-"Konkurrenz" im Low-Cost-Bereich nicht besonders erfinderisch, bei diesen Maschinen macht das Schnitthöhenhandrad bei der Neigungsverstellung den gleichen Schwenkwinkel wie das Sägeblatt. Das sollte bei meiner Konstruktion nicht so sein. Die Handkurbel an meiner Säge sollte immer an dem Platz verbleiben, egal welche Neigung ich für das Sägeblatt einstellen würde. So kam es, dass ich für meine Konstruktion eine doppelte Gelenkwelle mit Längenausgleich vorgesehen habe. Eine solche Gelenkwelle wurde mit einfachen Mitteln realisiert, ohne dass dies gleich ein riesiges Loch in mein Budget gerissen hätte.
Die TKS-Eigenkonstruktion soll einen Schiebetisch bekommen, dessen Länge sich zur Zeit aber immer noch in der Überlegung befindet. Weiterhin habe ich in Erwägung gezogen, vielleicht auch einen Auslegertisch zu bauen. Ob ich den Auslegertisch tatsächlich realisiere, lasse ich im Augenblick noch offen. Spätestens wenn die Realisierung des Wagenunterbaus für den Schiebetisch gestartet wird, muss auch hier eine Entscheidung fallen.
Alleine die Kosten für den Antrieb, der mir heute zur Verfügung steht, wiegen schwer in der Waagschale der Pro-Eigenbau-Entscheidungen. Ich konnte bei Ebay eine EB-TKS für einen Preis ersteigern, für den ich anderer Stelle nicht einmal den originalen Antrieb zur Hälfte hätte bezahlen können - für mich war das ein Glücksfall und der Anstoß zu einer Planung, die mich für lange Zeit am Rechner gefesselt hatte.
Ich hatte dann die Realisierung des TKS-Projektes etwas zurückgestellt, weil ich bei den weiteren Überlegungen zu dem Schluss gekommen bin, dass ich noch eine spezielle Fräsmaschine benötigen würde, um bestimmte Arbeiten effizienter durchführen zu können. Damit war die Idee für die Horizontalfräse (https://www.woodworker.de/forum/horizontalfraese-3-achsen-t90242.html) geboren, die ich jetzt schon funktionsfähig ist und schon im laufenden Projekt zum Einsatz kommt.
Zu Beginn möchte ich versuchen, einen Überblick zu geben. Nach meinem Verständnis eignet sich für den Augenblick vielleicht diese Zeichnung, in der die wesentlichen Teile der Verstellmechanik eingetragen wurden. Wie auch schon an anderer Stelle erwähnt, liebe ich den Komfort und deswegen muss die Eigenkonstruktion u.a. diese Forderungen erfüllen:
- die Verstellung der Schnitthöhe und die der Sägeblattneigung muss von vorne über Kurbeln unabhängig voneinander bedienbar sein,
- die aktuellen Einstellungen sollen über adäquate Anzeigen gut sichtbar sein,
- alle Verstellungen sollen mit einer guten Wiederholgenauigkeit ausführbar sein.
Selbstverständlich standen von Anbeginn an auch die Einhaltung von Sicherheitsmaßnahmen im Vordergrund, was sich auch in der Teilebeschaffung ausgewirkt hat und den entsprechenden Einfluss in der Konstruktion genommen hat.
Bei der Ideenentwicklung hat die Frage, ob eine Neigungsverstellung des Sägeblattes realisiert werden solle, einen entscheidenden Einfluss auf die Konstruktion genommen. Ohne diese Neigungsverstellung hätte die Konstruktion wahrscheinlich weit weniger als die Hälfte der bis jetzt aufgelaufenen Arbeitsstunden benötigt. In den vergangenen Tagen stand ich ehrfürchtig vor meiner Traummaschine, der Altendorfer F45, und durfte bei einem Wechsel des Sägeblattes zusehen. Nicht das ich die F45 nachbauen möchte, aber ich konnte die Feststellung machen, dass ich zumindest für den Umfang, der mir mit meinen Mitteln möglich ist, doch auf dem richtigen Wege bin.
Also, auf eine Neigungsverstellung wollte ich schließlich nicht verzichten. Aber so, wie diese bei der THKS 315 von EB realisiert war, sollte sie auch nicht ausgeführt sein. Bei der vorliegenden Konstruktion liegt die Neigungsdrehachse des Sägeblattes genau auf der Tischoberfläche (waagerecht) und auf der rechten Seite des Sägeblattes. Durch dieses Merkmal schied jede Ausführung mit einem realen zentrischen Drehpunkt auf mechanischer Basis aus. Hieraus ergaben sich Konsquenzen für die Realisierung des Konzeptes. Es gibt Hersteller, die Linearführungen anbieten, die verschiedenen Radien folgen. So etwas hätte ich verwenden können, wenn der dafür zu zahlende Preis nicht jeden ökonomischen Rahmen gesprengt hätte. Ich habe trotzdem die Idee der Linearführung mit dem Ziel weiter verfolgt, um im Rahmen der eigenen Möglichkeiten eine eigene Konstruktion zu finden, die nicht sophisticated ist aber dennoch den Anforderungen für Holzbearbeitungsmaschinen im privaten Bereich durchaus erfüllen kann.
Durch die Entscheidung für eine Neigungsverstellung waren auch gleich die Weichen gestellt, dass es notwendig werden würde, für die Schnitthöhenverstellung ebenfalls eine besondere Konstruktion zu finden. Jetzt ist die TKS-"Konkurrenz" im Low-Cost-Bereich nicht besonders erfinderisch, bei diesen Maschinen macht das Schnitthöhenhandrad bei der Neigungsverstellung den gleichen Schwenkwinkel wie das Sägeblatt. Das sollte bei meiner Konstruktion nicht so sein. Die Handkurbel an meiner Säge sollte immer an dem Platz verbleiben, egal welche Neigung ich für das Sägeblatt einstellen würde. So kam es, dass ich für meine Konstruktion eine doppelte Gelenkwelle mit Längenausgleich vorgesehen habe. Eine solche Gelenkwelle wurde mit einfachen Mitteln realisiert, ohne dass dies gleich ein riesiges Loch in mein Budget gerissen hätte.
Die TKS-Eigenkonstruktion soll einen Schiebetisch bekommen, dessen Länge sich zur Zeit aber immer noch in der Überlegung befindet. Weiterhin habe ich in Erwägung gezogen, vielleicht auch einen Auslegertisch zu bauen. Ob ich den Auslegertisch tatsächlich realisiere, lasse ich im Augenblick noch offen. Spätestens wenn die Realisierung des Wagenunterbaus für den Schiebetisch gestartet wird, muss auch hier eine Entscheidung fallen.